| 1.APQP 先期產品品質規劃 (Advanced Product Quality Planning) |
| 實施產品自開發定義、設計研發至量產各階段的先期品質規劃。其目的是確保開發過程中的溝通順暢,並準時完成所有必要步驟,以提供符合客戶要求的產品。 |
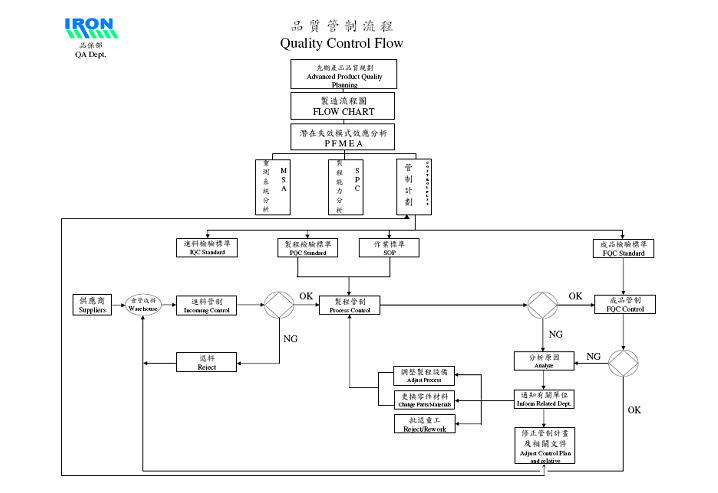
| 2.CP 控制計畫 (Control Plan) |
| 針對零件或製程的特性,從進料檢驗、製程站點到出貨,定義一套系統化的控制方法。透過明確的監控手段、抽樣頻率與反應計畫,確保製程輸出始終處於受控狀態。 |
| 3.FMEA 失效模式與效應分析 (Failure Mode and Effects Analysis) |
| 一種系統化的工程設計輔助工具。主要利用表格方式協助工程分析,在設計或製程開發早期發現潛在缺陷及其影響程度(如:S 嚴重度、O 發生率、D 偵測度),及早謀求對策,以避免失效發生或降低其影響。 |
| 4.PPAP 生產零件核准程序 (Production Parts Approval Process) |
| 目的是確定供應商是否已正確理解客戶的設計記錄與規格要求,並證明其在實際量產條件下(依報價產量),具有持續滿足這些要求的潛在生產能力。 |
| 5.MSA 量測系統分析 (Measurement System Analysis) |
| 主要目的在於評估量測數據的品質。透過分析檢測設備與人員操作的變量,了解量測系統的再現性(Repeatability)、再生性(Reproducibility)、偏倚、穩定性與線性,確保數據可用於後續決策。 |
| 6.SPC 統計製程管制 (Statistical Process Control) |
| 利用統計技術對製程進行監控與分析。透過管制圖了解製程變化的趨勢(偶然原因與異常原因),以便及時對異常作出反應。同時用於計算製程能力指標,如 $P_{pk}$(初期製程性能)及 $C_{pk}$(穩定製程能力)。 |